
好,今天喔,我們來聊一下這個...嗯...機台骨架。很多人,你知道嗎,很多人以為做設備、做機台,那些酷炫的功能啊、什麼高速手臂啊、超精準的雷射頭啊,那些才是重點。欸,沒錯啦,那些很重要,但,但如果底下那個架子,就是那個骨架,做得亂七八糟,你上面裝的東西再貴、再厲害,也是白搭。整個機台的性能,說真的,地基就是這個骨架,地基沒打好,上面都是空中樓閣。
先說結論
我直接講重點好了。做一個機台骨架,你不要只會問廠商「強度夠不夠?」、「精度多少?」、「啊表面要不要烤漆?」。這都是單點問題。真正的核心,老實說,是在這三件事情中間「找平衡」。強度、精度、還有表面處理,這三者是互相拉扯的,而且後面都跟著一個東西,叫做「錢」。你追求極致的強度跟精度,那費用就是指數級上去;你為了省錢,犧牲了其中一個,可能整台機器的壽命或穩定性就完蛋了。所以,重點不是追求單項冠軍,而是要看你的應用情境,去組合出一個最...嗯...最具性價比的方案。
為什麼這件事這麼重要?我講個以前的案子
我之前遇過一個客戶,很有趣。他要做一個...嗯...算是包裝線上的輸送機架吧,但上面沒什麼精密的儀器,主要就是走紙箱。結果他拿著一個德國高階設備的圖,要求我們骨架的平面度要做到 0.05mm 以內。我一聽就傻眼,你知道嗎?為了達到那個精度,我們得把整個焊接好的架子,搬上超大的龍門加工機,慢慢地磨那個基準面。那加工費,哇,比整個架子的材料錢還貴好幾倍。
後來我問他,你上面要裝什麼?他說就輸送皮帶啊。我說,你的皮帶跟滾輪本身的製造公差可能都超過 0.5mm 了,你架子做到 0.05mm,這個...這個意義在哪?他才恍然大悟。這就是我說的,典型的...為了追求一個自己也不太懂的規格,結果花了一堆冤枉錢。反過來的例子更多,想省錢,用很薄的材料,隨便焊一焊,結果設備一運轉,整個機台都在抖,上面的光學尺根本讀不到訊號,最後還是要整個砍掉重做,那才叫真的虧大了。
那到底該怎麼做?拆成三塊來看
好,那我們就來一塊一塊拆解,這三個東西到底是在搞什麼。
第一塊:結構強度 – 不只是「厚」就好
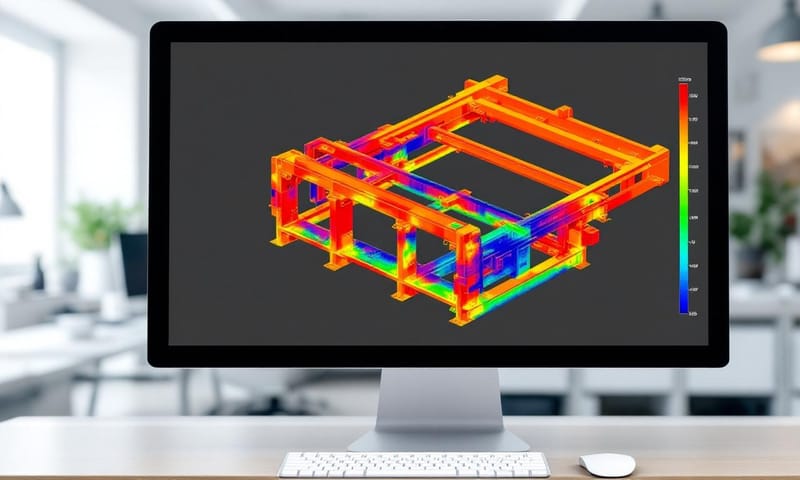
講到強度,大家第一個想法就是「用厚一點的鐵板」、「用粗一點的方管」。不能說錯,但這是最笨的方法。你知道嗎,有時候結構設計得好,用比較薄的材料,強度反而比你亂用厚料還要強。現在都什麼時代了,我們都會用電腦模擬,就是所謂的「有限元素分析」,英文叫 FEA。你可以把整個機台的重量、運轉時的震動力、還有馬達的扭力...等等,全部輸進去,電腦會告訴你哪裡應力最大,哪裡最容易變形。
這樣你就可以做「重點加強」,而不是整台都做成坦克車一樣。比如說,你發現某個馬達座附近顏色是紅的,代表應力很高,那就在那邊加幾片補強的三角板,或是把那根樑換個材質。這樣既能達到強度要求,又不會讓整個骨架重得要死,又貴。材料的選擇也很多,不是只有黑鐵,像是中碳鋼(S45C 之類的)就比普通的結構鋼(像 SS400)強度好,但不一定比較貴,要看你買的量跟規格。這些都是設計階段就要想好的事。
第二塊:精度 – 魔鬼藏在細節裡
這塊水就深了。精度有分好幾種,尺寸精度、平面度、平行度、垂直度...等等。一個機台骨架,最重要的通常是跟軌道、滑台、光學尺這些高精度零件接觸的那個「基準面」。
一個最大的迷思就是,以為雷射切割很準,所以切完焊起來就會很準。錯!大錯特錯。金屬焊接的時候,高溫會讓材料產生非常大的變形,你本來切得很準的東西,焊完絕對歪七扭八。所以,真正決定精度的,是「焊後加工」這個步驟。
通常的做法是,骨架焊接完,會先做一個「應力消除」,有點像讓金屬去三溫暖放鬆一下,把內部的應力釋放掉,不然你今天加工完是平的,過幾天它自己又變形了。然後,才會上大型的加工機,像是五面加工機或龍門銑床,去把那些重要的基準面銑平、鑽孔、攻牙。 這種大型加工非常花時間跟金錢,所以你必須在設計時就想好,哪些面是真正需要高精度的,哪些面其實差不多就好,不要全部都要求一樣的標準。
講到這個,就可以聊聊國際標準的差異。比方說,德國的標準,像那個 DIN EN ISO 9013,它會對熱切割的工件品質跟公差有非常詳細的規定。 從垂直度、平面度到粗糙度,都分成好幾個等級。 德國人做設備,他們會從源頭就把材料的公差控制好,一步一步疊加上去。但在台灣,老實說,很多時候是老師傅的經驗主義,他會跟你說「這個切下去,焊完大概會縮多少」,然後預留一些量給你。這沒有誰對誰錯,德國那套做法成本非常高,但品質穩定;台灣的做法彈性大、成本有競爭力,但很吃老師傅的經驗跟手路。看你的產品定位在哪裡。

第三塊:表面處理 – 不只是為了好看
骨架做好了,光溜溜的,最後就要穿衣服了,這就是表面處理。最常見的就是烤漆,但烤漆也分很多種喔。 主要就是「粉體塗裝」跟「液體烤漆」這兩大類。
簡單講,粉體塗裝(也叫粉體烤漆)是現在的主流,它比較環保,因為它用的是粉末狀的塗料,沒有什麼揮發性有機物 (VOCs)。 而且烤出來的漆膜通常比較厚、比較硬,耐刮耐撞。 你在很多工業設備、戶外家具上看到的,那種有點厚度、質感不錯的漆面,很多都是粉體塗裝。
那液體烤漆呢?它的好處是顏色選擇非常多,幾乎什麼顏色都能調,而且可以噴得比較薄,適合一些外觀要求很細膩的產品。 不過,它就比較不耐刮,而且環保問題也比較大。所以現在除非是客戶指定特殊顏色,或是那個工件太大,進不了粉體塗裝的烤爐,不然大家還是比較推粉體塗裝。
當然,也不是只有烤漆。如果你的骨架是不鏽鋼做的,你也可以選擇拋光,或是做「電解拋光」,讓表面更光滑、更抗腐蝕,這在食品或醫療設備上很常見。 如果是鋁合金,那最常見的就是「陽極處理」,可以染成各種顏色,又可以增加表面硬度。
總之,選哪種處理方式,你要考慮的是:你的機器會在哪種環境下使用?會不會碰到油、水、化學藥劑?會不會常常被東西撞到?還有,當然,你的預算有多少。

所以,這幾種表面處理到底差在哪?
我弄個簡單的表,讓大家比較好懂。不要看得很嚴肅,這是我個人經驗的總結啦。
| 處理方式 | 優點 | 缺點 | 大概講一下什麼時候用 |
|---|---|---|---|
| 粉體塗裝 (Powder Coating) | 超耐操,耐刮耐撞,又環保。漆膜厚,遮蓋力好。 | 顏色選擇比較少,都是標準色。局部撞傷了很難補。工件不能太大,要進得了烤箱。 | 大概八成以上的工業設備骨架都用這個吧。耐用是王道。 |
| 液體烤漆 (Wet Painting) | 顏色千變萬化,你給色號就調得出來。表面可以做得很細緻漂亮。 | 比較軟,容易刮傷。不太環保,味道也重。 | 那種要放在展場、對外觀要求很高的機器,或是真的超級大件、沒辦法烤的,才會考慮。 |
| 電解拋光 (Electropolishing) | 用在不鏽鋼上。表面會變超光滑,不容易卡髒東西,更抗腐蝕。 | 貴!而且它只是把不鏽鋼表面弄得更好,本身沒有額外的保護層。 | 食品機、製藥機、半導體設備裡面的零件,反正就是那種對潔淨度要求很變態的場合。 |
情境不同,考量就完全不一樣
講了這麼多,其實就是要回到我一開始說的:看你的應用。你不能拿做半導體設備的標準,去做一台輸送帶。
- 高科技產業 (如半導體、光學檢測):這種設備,精度和穩定性就是一切。骨架的材料通常會選變形量小的,加工精度要求極高,焊後一定會做應力消除和大型研磨加工。表面處理可能要求不高,但在無塵室環境,要考慮的是不能掉漆、不能生鏽,所以不鏽鋼電解拋光或鋁合金陽極就很常見。
- 傳統製造業 (如食品加工、包裝、木工機):這種的,耐用、好維護、成本效益才是重點。強度一定要夠,因為傳統產業的機器通常都比較...嗯...粗勇。精度只要滿足功能需求就好,不用過度追求。表面處理就非常推薦粉體塗裝,因為耐撞、耐刮、好清潔。最近幾年,連台灣機械工業同業公會(TAMI)都在推動食品機械的產業標準,這代表整個業界對整合跟品質的要求都提高了。
- 特殊環境 (如戶外、化工廠):如果你的機器是要放在戶外風吹日曬,或是化工廠那種高腐蝕環境,那表面處理的等級就要拉到最高。可能要用特別的氟碳烤漆,或是整個骨架都用不鏽鋼甚至更高級的合金去做。強度設計上也要考慮風阻、或是高溫造成的影響。
審核清單(簡式)
所以,下次你要發包做機台骨架,不要只丟一張圖就問多少錢。先在內部討論清楚這幾個問題,你才能得到一個真正符合你需求的報價,也才不會被廠商牽著鼻子走。
- 我的機器是做什麼用的? 上面最精密的零件是什麼?它對機台穩定性的要求有多高?
- 我的預算有多少? 我願意為了提高10%的穩定性,多付多少加工成本?
- 我的機器未來會在哪裡工作? 是在恆溫恆濕的無塵室,還是在又濕又熱的鐵皮屋工廠?
- 基準面在哪裡? 圖面上是不是有清楚標示出,哪些平面、哪些孔位是需要高精度加工的?精度要求是多少?
- 有沒有做過應力分析? 還是只是憑經驗覺得「應該夠勇」?如果沒有,是不是該花點小錢做一下模擬,避免以後花大錢?
把這些問題想清楚,你跟廠商溝通的效率會高很多,做出來的東西也才不會離你的想像太遠。說真的,這就是專業和外行的差別所在啦。

